Applications notes:
RF Sealing Thin Materials: In a few applications where very thin TPU materials are used like 0.002" thick can be very difficult to seal. The material is so thin that the heat generated by the RF energy dissipates through the die immediately if proper insulator is not used. Thin material sealing will require extremely more power than above 4-5mil thick materials.
Heated Upper Platen (Die): It is recommended to heat the upper platen slightly higher then the room temperature and keep it constant. This practice helps achieving stable seal process because when the machine starts operating after several hours shut down, the die temperature is equal to the room temperature. After several RF cycles, as the material heats and cools, the die temperature slowly will rise due to residual heat build up, and will start melting the material faster. This condition can be controlled by using external thermal device to maintain constant temperature. Heated upper platen may also help reduce the overall cycle time and RF power.
RF Welding Large Product: When sealing large bladders the RF frequency become critical because of the 1/4 wave. The product must be smaller than the 1/4 wavelength of the frequency to prevent uneven potential difference in various section of the perimeter. Also the RF feed location into the upper platen may affect the even RF energy distribution across the product seal area. It is a common practice in the industry to use shims by lifting the die section to achieve the seal strength, which can be very time consuming process every time you change the setup. ONEX RF uses different type of RF feed line, which eliminates the need for shimming if the dies are correctly manufactures.
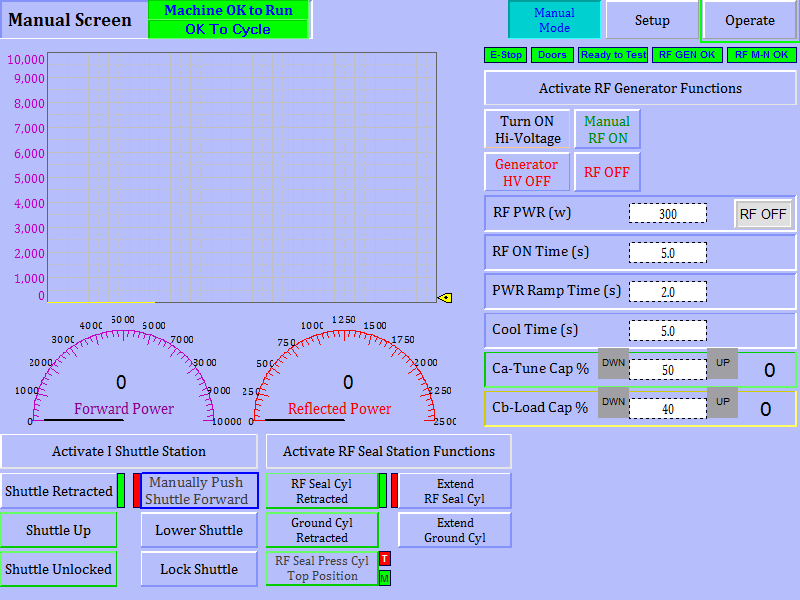
Process Tuning: Since ONEX RF uses hybrid generator, the ONEX RF welders come with Matching Network, which automatically matches the impedance when sealing the bag and the port in two cycles. This device also eliminates the possibility of process variations when RF welder requires multiple setups to run different size bags.
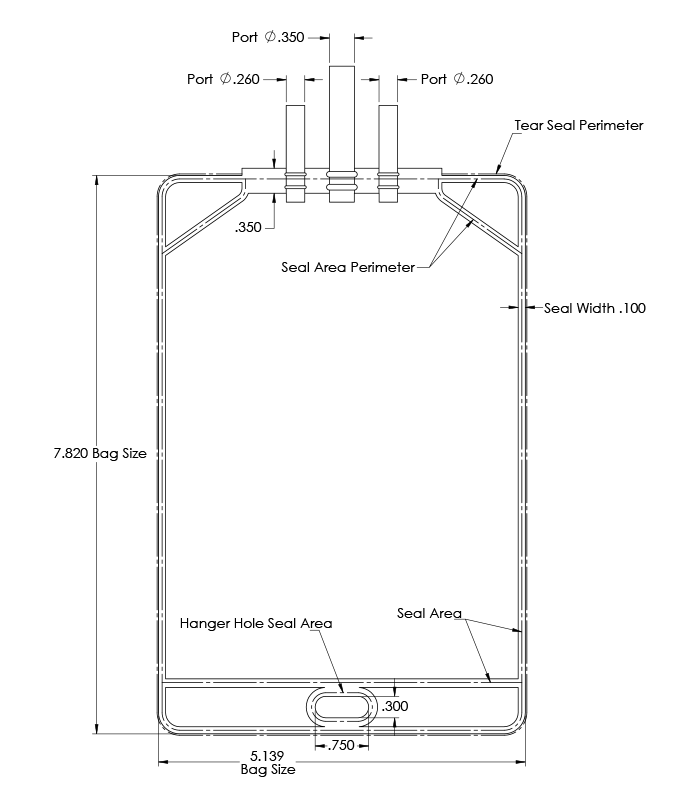
Because the port seal area is considerably smaller than the perimeter seal area, even though the auto tuner has the bandwidth to automatically match the difference ONEX RF may add a small inductor/capacitor network to better control the matching time.