Catheter tube flaring and flange formation are precision thermal forming processes that define how a catheter connects to other medical devices, fittings, and fluid delivery systems. When done correctly, flaring creates a leak-proof, mechanically robust interface at the proximal or distal end of the catheter tube. At ONEX RF, flaring is one of three core catheter forming capabilities — alongside tip forming and bonding — and is engineered with the same closed-loop process control and induction heating technology that drives all ONEX RF systems.
What Is Catheter Tube Flaring?
Tube flaring is the process of thermally expanding the end of a catheter tube — typically the proximal end — outward into a conical or bell-mouth shape. The expanded geometry creates a larger-diameter interface that connects securely to syringes, IV lines, hubs, valves, or other fittings. A flange is a closely related feature: a flat or ring-shaped projection formed at the tube end that enables bolted or clamped mechanical connections, particularly in applications requiring repeated assembly and disassembly.
Both features serve the same underlying engineering purpose: creating a secure, reliable interface between the catheter shaft and the rest of the clinical system — without leakage, kinking, or dimensional inconsistency.
How Catheter Flaring Works: The RF Induction Heating Process
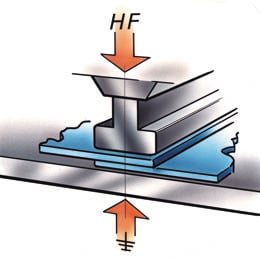
ONEX RF catheter flaring systems use induction heating technology to heat a conical mandrel — not the catheter material directly. A high-frequency current flows through an induction coil surrounding the mandrel, generating an electromagnetic field that induces eddy currents and hysteresis on the mandrel surface, raising its temperature in seconds. The catheter tube is then pressed over the heated mandrel, softening the thermoplastic material and causing it to conform precisely to the mandrel's outer geometry. Once formed, an air jet cools the mandrel and material together, locking the flared shape as the polymer solidifies.
The four-step process used in ONEX RF flaring systems is:
- Insert the catheter tube over the conical mandrel
- Activate RF induction heat to pre-heat the mandrel to the target temperature
- Apply controlled compression to press and form the tube on the hot mandrel
- Air-cool the mandrel and remove the finished part
A key advantage of induction heating over conventional resistance or hot-air methods is precision: the coil position can be adjusted to control the heat zone on the mandrel, which directly determines the length and uniformity of the flare. ONEX RF systems feature coil position feedback, slide stroke adjustment with position feedback, and thermocouple-based die temperature monitoring — all operating in closed-loop control to maintain consistent results cycle after cycle.
Why Precise Flaring Matters in Medical Catheters
In a clinical context, a catheter flare is not simply a mechanical feature — it is a patient safety interface. A flare that is undersized, asymmetrical, or structurally weak can leak under pressure, disconnect during a procedure, kink at the transition zone, or traumatize tissue. The consequences in applications such as intravenous infusion, dialysis, urinary catheterization, central venous access, and interventional procedures can be severe.
Precision flaring serves several specific functional purposes in catheter design: it improves fluid dynamics at the connection point by reducing turbulence and flow resistance; it enables leak-proof sealing with luer-style and hub fittings; it prevents kinking at the proximal end during use; and in some configurations it distributes strain more evenly across the tube wall, extending the catheter's functional life.
Compatible Materials for RF Catheter Flaring
ONEX RF flaring systems are validated for use across the full range of thermoplastic materials used in medical catheter manufacturing. Compatible materials include PEBAX, polyurethane (PU), polyethylene (PE, LDPE, HDPE), polypropylene (PP), FEP, polyvinyl chloride (PVC), polyamide (Nylon/PA), and PEEK. Each material requires specific temperature, pressure, and time parameters, which is why process control and recipe management are central to ONEX RF system design.
ONEX RF systems can achieve die temperatures up to 500°C, providing the thermal range needed to process high-performance polymers like PEEK, which demand significantly higher forming temperatures than standard PVC or PE. ONEX RF systems support catheter sizes from 2.5 French to 36 French, covering the majority of clinical catheter applications.
Types of Catheter Tube Flares
Different clinical applications demand different flare geometries. The most common flare types used in medical catheter manufacturing include:
- Bell-mouth flare: A smooth, wide-opening expansion at the tube end that facilitates hub insertion and reduces the risk of disconnection under axial load.
- Tapered flare: A gradual conical transition from the tube OD to the flared diameter, minimizing stress concentration at the transition zone.
- Straight (cylindrical) flare: A uniform, cylindrical widening of the tube end used in straightforward hub-and-connector applications.
- Graduated flare: A progressive diameter increase designed to reduce turbulence and improve fluid flow dynamics through the connection zone.
- Flanged end: A flat ring feature at the tube terminus used for clamped or bolted mechanical connections in assemblies requiring repeated disassembly.
The geometry of the forming mandrel determines the flare shape. ONEX RF designs and manufactures its own mandrels and dies in stainless steel and nickel — with lead times as short as 2 weeks for stainless steel and 3 to 5 weeks for nickel.
Closed-Loop Process Control for Consistent Flare Quality
In medical device manufacturing, repeatability is not optional — it is a regulatory and quality requirement. ONEX RF catheter flaring systems are built around a closed-loop process control architecture that monitors and adjusts RF power, die temperature (via thermocouple feedback), slide position, and forming pressure in real time throughout every cycle. This is not passive monitoring: the control system actively maintains target parameters, compensating for variation in ambient conditions, material lot-to-lot differences, and tooling thermal mass.
ONEX RF systems operate in two process control modes: temperature mode, where the user sets a target die temperature and hold time; and time-and-power mode, where RF power and duration are specified directly. The HMI supports up to 40 saved recipes, allowing a single machine to support multiple catheter variants with instant changeover by swapping the coil and mandrel cassette.
Flaring as Part of a Complete Catheter Forming Solution
Catheter flaring at the proximal end is one element of a broader catheter forming workflow. ONEX RF systems are designed to handle all three primary forming operations — tip forming at the distal end, soft-tip bonding, and proximal-end flaring — on compatible platforms. This means R&D and production engineers can standardize on a single forming technology and process control philosophy across an entire catheter product line, simplifying validation, training, and spare parts management.
For medical device manufacturers evaluating catheter forming processes, ONEX RF also provides process development services including feasibility testing, Design of Experiments (DOE), First Article Inspection (FAI), and full validation support (IQ and OQ). Sample runs can be completed in 2 to 4 weeks, providing early-stage data on achievable tolerances before capital equipment commitment.
Key Considerations When Specifying Catheter Flaring Equipment
When evaluating catheter tube flaring equipment, several technical factors determine whether a system will meet production quality and regulatory requirements:
- Temperature range: The system must achieve and hold forming temperatures appropriate to the catheter material. ONEX RF systems reach up to 400°C, covering the full range of medical-grade thermoplastics.
- Process control architecture: Closed-loop feedback on temperature, pressure, and position is essential for regulated manufacturing. Open-loop or timer-only systems cannot provide the traceability required for device validation.
- Mandrel/die compatibility: The forming mandrel geometry must be engineered to the specific flare specification. Custom mandrel design and in-house manufacturing (as offered by ONEX RF) dramatically reduces lead time versus outsourced tooling.
- Material compatibility: Confirm the system is validated for the specific polymer(s) in your catheter design, including any braid or liner materials present in the tube wall.
- Cooling method: Air-jet cooling, as used in ONEX RF systems, eliminates the need for water cooling infrastructure, simplifying facility installation and reducing contamination risk.
ONEX RF catheter tip forming systems carry a 1-year warranty and are built for a service life exceeding 10 years. Machines ship in 3 to 4 weeks, with a compact footprint of approximately 2 feet by 1 foot — suitable for both R&D benchtop use and production floor integration.
For engineers designing catheters that require reliable proximal-end connections — whether flared for hub attachment or flanged for mechanical coupling — precision thermal forming with the right mandrel geometry and closed-loop control is the path to dimensional consistency, regulatory compliance, and manufacturing efficiency. ONEX RF brings over 30 years of catheter forming expertise to every forming application, from early-stage feasibility through high-volume production.


-2.gif)


-1.png)
.png)
.png)